催化吸收稳定系统汽油降烯烃及多产丙烯工艺
2010-05-10李国涛李鑫钢徐占武
李国涛,李鑫钢,2,徐占武,隋 红,2
(1. 天津大学化工学院,天津 300072;2. 精馏技术国家工程研究中心,天津 300072;3. 中石油大庆炼化分公司,大庆 163411)
石油化工工业的快速发展,使丙烯需求量大增[1],但我国丙烯相对依靠进口,如何提高炼厂催化裂化装置丙烯收率是一个迫切的问题.同时,我国车用汽油中催化汽油所占比例高达 80%,汽油作为主要的发动机燃料,随着环保法规排放标准的提高,其烯烃含量日益受到严格限制.因此,催化汽油降烯烃及多产丙烯已经成为催化裂化技术亟需解决的重要课题.为此,石油大学(华东)开发了两段提升管催化裂解多产丙烯(two-stage riser for maximizing propylene,TMP)技术[2-3],新鲜原料常压渣油(atmospheric residue,AR)进入一段提升管反应器,以常规催化裂化或深度催化裂化为主,裂化较重的原料生成汽油、轻柴油和液化石油气,需改质的烯烃含量较高的轻汽油进入二段提升管反应器与高活性催化剂充分接触,发生大分子烯烃的裂化、异构化、氢转移等反应,提高汽油中异构烷烃和芳烃含量,降低烯烃含量,同时增加装置丙烯收率.
笔者根据 TMP的技术特点,针对某炼厂该技术工业化试验装置所存在的轻汽油切割不清晰所导致的丙烯收率偏低、催化汽油烯烃含量过高的问题,借助化工流程模拟软件 PRO/Ⅱ,对分馏及吸收稳定系统进行了流程重构和优化,提出吸收稳定系统催化汽油切割流程.新流程优化了二段提升管反应器回炼轻汽油的组成,从而进一步提高了催化裂化装置丙烯收率,同时有效降低了汽油烯烃含量,并采用催化汽油切割塔降压操作和优化换热网络,从而不增加外来高品位热量消耗,达到了节能的目的.
1 现有催化分馏及吸收稳定系统流程的分析
为解决催化汽油降烯烃及多产丙烯的催化裂化技术难题,石油大学(华东)研发了TMP技术,并将该技术应用于国内某炼化公司TMP技术工业化试验装置,如图1所示.
TMP技术特点为分段反应、催化剂接力、短接触时间和大剂油比[2-3].新鲜原料及部分 C4组分进入一段提升管反应器发生常规或者深度裂解反应,部分油浆及部分轻汽油进入二段提升管反应器回炼以提高目的产品收率及质量,从而保证了不同反应物在不同场所和条件下反应.轻汽油进入二段提升管反应器发生回炼改质反应,从而提高催化汽油中异构烷烃和芳烃含量,降低烯烃含量,同时增加装置丙烯收率.回炼轻汽油具有多种来源,该炼化公司 TMP技术工业化试验装置回炼轻汽油来自分馏塔塔顶油气分级冷凝系统,如图2所示,催化分馏塔塔顶油气经低温热部分回收后冷凝冷却至55~60,℃进入重汽油分离器分离得到重汽油,重汽油部分作为分馏塔顶回流,其余冷却至40,℃左右作为下游吸收稳定系统吸收塔吸收剂.重汽油分离器出口油气冷凝冷却至 40,℃左右进入轻汽油分离器,其出口富气进入下游气压机系统,分离得到的轻汽油部分加压进入二段提升管反应器回炼,其余作为吸收稳定系统吸收塔吸收剂.
分馏塔塔顶油气经分级冷凝系统处理后初步分离为重汽油、轻汽油、富气及油污水,部分轻汽油进入二段提升管反应器发生回炼改质反应,部分重汽油作为分馏塔塔顶回流,其余重汽油、其余轻汽油和富气进入吸收稳定系统.图3为该炼化公司TMP技术工业化试验装置改造前吸收稳定系统工艺流程简图.

图1 两段提升管催化裂解多产丙烯技术示意Fig.1 Schematic of two-stage riser for maximizing propylene technology

图2 TMP技术工业化试验装置采用的分馏塔塔顶油气分级冷凝系统流程Fig.2 Two-stage condensation separation process for overhead oil/gas mixture applied in main fractionator in FCCU using TMP technology
如图 2所示,分馏塔塔顶油气经分级冷凝冷却后初步分离为富气、重汽油及轻汽油,其中部分轻汽油进入二段提升管反应器回炼改质.表 1为该回炼轻汽油单体烃组成分析结果,可以看出,轻汽油中除了多数的 C5和 C6组分,还含有 27.80%的 C3和 C4组分,以及 14.13%的 C7及 C7以上组分.表 2出装置稳定汽油单体烃组成的分析结果显示,吸收稳定系统稳定汽油中烯烃含量高达 51.60%,多数烯烃为C5和 C6组分.C5和C6烯烃是二段提升管反应器回炼生产丙烯的主要贡献者[4-6],但是回炼轻汽油中理想的高烯烃含量 C5和 C6回炼组分只有 58.08%.从表 3富气单体烃组成分析结果可以看出,随富气进入吸收稳定系统的 C5和 C6组分高达 20.69%,这部分组分本应随轻汽油进入二段提升管反应器回炼,但是经吸收稳定系统分离处理后转化为稳定汽油组分,从而造成丙烯收率偏低、催化汽油中烯烃含量偏高.可见,在 TMP技术工业化试验中,轻汽油切割不清晰是装置丙烯收率偏低、汽油烯烃含量过高的主要原因.因此,在有效切割轻汽油的条件下,通过优化轻汽油的组成,进而提高轻汽油中 C5和 C6组分含量,既可实现提高装置丙烯收率的目标,又可达到降低汽油烯烃含量的目的.
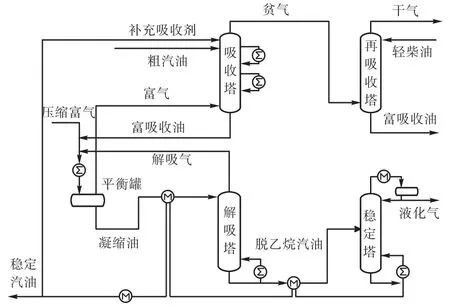
图3 TMP技术工业化试验装置改造前吸收稳定系统工艺流程Fig.3 Absorber-stripper-stabilizer system in FCCU using TMP technology before retrofit

表1 优化改造前回炼轻汽油单体烃组成分析Tab.1 Hydrocarbon compositions of light gasoline before retrofit%

表2 改造前出装置稳定汽油单体烃组成分析Tab.2 Hydrocarbon compositions of stabilized gasoline before retrofit%

表3 优化改造前富气单体烃组成分析Tab.3 Hydrocarbon compositions of wet gas before retrofit%
2 催化吸收稳定系统催化汽油切割流程的提出
综上所述,该炼化公司TMP技术工业化试验中,轻汽油切割不清晰是装置丙烯收率偏低、汽油烯烃含量过高的主要原因.本文兼顾实现提高装置丙烯收率及降低汽油烯烃含量的目标,考虑采用精馏的方法,新增催化汽油切割塔将吸收稳定系统稳定塔塔底稳定汽油切割为轻、重稳定汽油,轻稳定汽油主要组分为烯烃含量高的C5和 C6组分,大部分轻稳定汽油送入二段提升管反应器回炼改质,达到提高装置丙烯收率及降低催化汽油烯烃含量的目标.根据此思路,对原流程做出如下改进:
(1)取消原流程轻汽油分离器出口轻汽油回炼,全部轻汽油与部分重汽油混合冷却成为粗汽油作为吸收稳定系统吸收塔吸收剂.
(2)保持解吸塔进料方式不变,在稳定塔后设置催化汽油切割塔.稳定塔塔底的稳定汽油分为两股,一股进入吸收塔塔顶作为补充吸收剂,另一股经催化汽油切割塔切割为塔顶轻稳定汽油及塔底重稳定汽油.塔顶轻稳定汽油主要组分为高烯烃含量的 C5和C6组分,塔底重稳定汽油主要组分为低烯烃含量的C7及以上组分.部分轻稳定汽油进二段提升管反应器发生汽油改质反应.
(3)催化汽油切割塔降压操作,降低了汽油切割塔塔底再沸器所需热源的温度,利用稳定塔塔底稳定汽油余热作为汽油切割塔再沸器的热源.

图4 优化的催化吸收稳定系统催化汽油切割流程Fig.4 Optimized process of absorber-stripper-stabilizer system with light/heavy gasoline separator in FCCU
按照上述改进方案,利用过程热集成技术对过程换热网络进行优化设计,得到如图4所示的催化吸收稳定系统催化汽油切割流程.
3 热力学模型
吸收稳定系统模拟计算过程需要计算气液两相的焓、泡露点温度及气液相平衡(VLE)等热力学参数.采用 Soave-Redlich-Kwang (SRK)方程可以比较准确地计算所处理物料的热力学参数[7-8],SRK方程的具体形式为
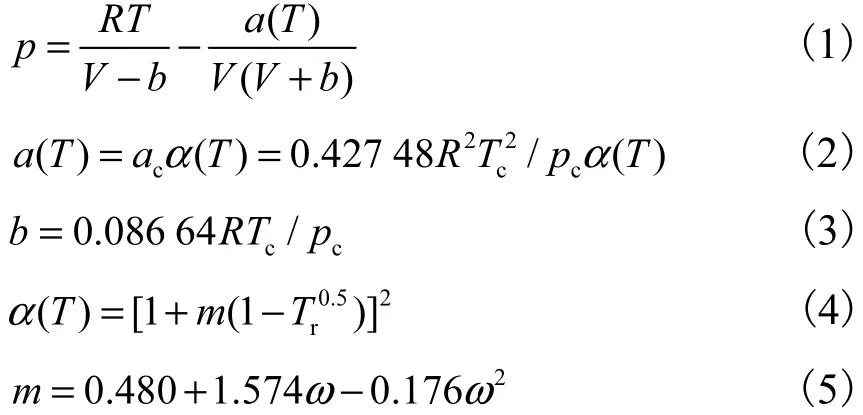
式中:p 为压力,Pa;R 为气体常数,8.314 4 J/(mol·K);T为温度,K;V 为摩尔体积,m3/mol;Tc为临界温度,K;pc为临界压力,Pa;Tr为对比温度;ω为偏心因子.
本文中流程模拟计算采用 PRO/Ⅱ流程模拟软件包,热力学方法选用软件中的SRK方程物性包,所建立的吸收稳定系统数学模型(非线性方程组)采用软件所默认的序贯模块法进行求解.
4 结果与讨论
该炼化公司TMP技术工业化试验经过几个阶段的研究,取得了巨大进步.但是,试验装置标定数据的分析结果显示轻汽油切割不清晰,导致装置增产丙烯的潜力没有发挥出来,同时催化汽油产品烯烃含量高达 51.60%,远高于其设计指标 35%.烯烃含量是目前汽油质量升级的主要限制指标,国标Ⅱ类要求汽油烯烃含量不高于 35%,国标Ⅲ类要求汽油烯烃含量不高于 30%.因此,需要进一步降低催化汽油烯烃含量来满足国标Ⅱ类以及国标Ⅲ类标准的要求.
本研究结合该炼化公司TMP技术工业化试验装置,利用图 4所示的吸收稳定系统催化汽油切割流程,实现高烯烃含量组分 C5及 C6的分离,并将分离得到的C5及C6组分返回二段提升管反应器回炼.采用流程模拟的方法对图 4所示的分离流程进行现场条件下的模拟计算研究,对新流程的工艺操作条件进行了优化选择.通过模拟计算,选取的汽油切割塔操作工艺为:稳定塔塔底稳定汽油(160~180,℃)经作为汽油切割塔塔釜(115~125,℃)热源、预热稳定塔热进料、预热解吸塔热进料后分为两股,部分冷却后进入吸收塔塔顶作为补充吸收剂,其余进入汽油切割塔进行切割.汽油切割塔产品质量控制指标为:轻稳定汽油中C5和C6组分含量不低于96.0%;塔顶操作压力取0.13,MPa;理论板数为20;整塔压降约0.02,MPa;塔釜采出的烯烃含量低的重稳定汽油将解吸塔热进料进一步预热至 60~80,℃后作为稳定汽油产品出装置;塔顶采出的轻稳定汽油分为两股,部分返回二段提升管反应器回炼多产丙烯且降低汽油烯烃含量,其余与重稳定汽油混合冷却至常温后出装置.
经过吸收稳定系统催化汽油切割流程的处理,来自分馏塔的富气和粗汽油分离成为干气(不凝气、C1及 C2组分)、液化气(C3及C4组分)、回炼轻稳定汽油(C5和 C6组分)和稳定汽油(少量 C5及C6组分、大量C7及以上组分)4个部分,实现了轻汽油的有效切割.部分装置标定结果如表 4所示:采用新流程后,催化汽油烯烃含量从 51.60%降低至 34.20%,比改造前降低17.4 %,所生产的催化汽油烯烃含量达到设计指标;出装置丙烯收率大幅增加,比常规流程 19.64%的丙烯质量收率高 1.64 %,具有显著经济效益;通过对汽油切割塔降压操作以及优化换热网络,可以利用稳定塔塔底稳定汽油余热作为新增催化汽油切割塔塔釜热源,吸收稳定系统在增设一个精馏塔的情况下不增加外来高品位热量的消耗,提高了装置的低温热利用率,达到了节能的目的.
5 结 论
(1)TMP技术工业化试验中,在有效切割轻汽油的条件下,通过回炼高烯烃含量的 C5和 C6组分,既可提高催化裂化装置丙烯收率,又可降低出装置催化汽油中烯烃含量.
(2)采用精馏的方法,新增催化汽油切割塔以实现稳定汽油中C5和C6组分的分离,由此提出吸收稳定系统催化汽油切割流程,有效解决了轻汽油切割不清晰的问题.
(3)通过对汽油切割塔降压操作以及优化换热网络,可以利用稳定塔塔底的稳定汽油余热作为汽油切割塔塔釜热源,不增加吸收稳定系统外来高品位热量的消耗,提高了装置低温热利用率,达到节能的目的.
(4)用化工流程模拟的方法对新流程进行了现场条件下的模拟研究,优选了新流程的操作工艺,装置标定结果显示:稳定汽油中烯烃含量从50%以上降低到35.0%以下,达到国标Ⅱ类环保标准;丙烯质量收率达到 21.28%,比常规流程高出1.64%,具有显著的经济效益.
[1]Tao Ren,Patel Martin,Blok Komelis. Olefins from conventional and heavy feedstocks:Energy use in steam cracking and alternative processes[J].Energy,2006,31(4):425-451.
[2]李春义,袁起民,陈小博,等. 两段提升管催化裂解多产丙烯研究[J]. 中国石油大学学报:自然科学版,2007,31(1):118-121.
Li Chunyi,Yuan Qimin,Chen Xiaobo,et al. Maximizing yield of propylene by two-stage riser catalytic pyrolysis of heavy oil[J].Journal of China University ofPetroleum,2007,31(1):118-121(in Chinese).
[3]李晓红,陈小博,李春义,等. 两段提升管催化裂化生产丙烯工艺[J].石油化工,2006,35(8):749-753.
Li Xiaohong,Chen Xiaobo,Li Chunyi,et al. Twostage riser fluidized-bed catalytic cracking technology for production of propylene[J].Petrochemical Technology,2006,35(8):749-753(in Chinese).
[4]Corma A,Melo F V,Sauvanaud L,et al. Light cracked naphtha processing:Controlling chemistry for maximum propylene production[J].Catalysis Today,2005,107/108(1):699-706.
[5]Qiu Zhonghong,Lu Youbao,Li Caiying. FCC catalyst with high LPG yield and lower gasoline olefin content[C]//6th International Symposium on Advances in Fluid Cracking Catalysts(FCCs). Washington:American Chemical Society,2003,48:203-205.
[6]Katoh S,Nakamura M,Skocpol B. Reduction of olefins in FCC gasoline[C]// 1stSymposium on Paraffin and Olefin Isomerization. Washington:American Chemical Society,1999:483-486.
[7]寿德清. 石油馏份气-液平衡的考察(三):用 SRK 状态方程预测高温高压下气-液平衡[J]. 中国石油大学学报:自然科学版,1982,6(1):82-96.
Shou Deqing. Investigation of vapor-liquid equilibria of petroleum fractions(Part Ⅲ)[J].Journal of China University of Petroleum,1982,6(1):82-96(in Chinese).
[8]Chen Wuhua,Zhao Zongchang,Zhang Xiaodong,et al. Thermodynamic phase equilibria of wax precipitation in crude oils[J].Fluid Phase Equilibria,2007,255(1):31-36.
