智能布料控制系统的开发和应用
2009-04-21龙艳萍李瑞菊刘守前杨河清李长利陈海宗王博付月菊
龙艳萍 李瑞菊 刘守前 杨河清 李长利 陈海宗 王 博 付月菊
摘要:本文阐述了布料智能控制模型的控制原理,并围绕此控制原理深入阐述硬件设计原理、软件编程实现及如何利用RSlogix5000开发软件包解决控制执行机构的缺陷。
关键词:智能控刺模型;设计原理;软件编程;RSlogix5000
一、概述
320烧结机与2005年9月份投产,具有一流的装备水平及自动化水平。主要为2#、3#1750高炉供料,采用传统的人工控制方式已不能满足高炉的生产需求。为了解决这一瓶颈制约,320烧结机引进了芬兰智能烧结控制模型,它将人工操作经验及计算机控制理论相结合,并根据烧结实际情况进行调整,为高炉提供优质、高产料的烧结矿。
二、设计思想
济钢120烧结机布料控制装置采用步进电机来控制料门开度,通过行程与料门开度间的线性关系来标定步进电机从而达到对控制料门的精确控制,经过长时间使用后经常出现标定参数丢失或电机轴因大料堵塞料门产生断轴现象。目前320烧结机采用柔性传动好,控制精度高的液压控制系统,其中关键控制元件采用原装进口。
硬件构成
活页门控制采用榆次油研液压控制系统,此系统由三部分构成:冷却控制系统,当液压油超过30℃时2.2KW循环泵电机启动对油进行冷却;补压系统,当工作油压欠压时补压系统自动投用以确保液压系统正常工作。主控制系统,两套22KW供油电机一备一用,通过AB Control-logix5000控制平台8套电磁阀和比例阀实现对活页门的全自动及半自动控制。
1)液压系统工作原理
布料闸门为8个,其中两边的闸门宽度为319m,中间6块闸门宽度为550m,闸门之间间隙为6mm,合计闸门安装总宽3980m,小于料槽4000m宽度,闸门分别由8个液压缸控制,相互独立,互不关联,当油缸活塞杆完全伸出时布料闸门完全关闭,反之,布料闸门完全开启。油缸活塞杆的位移由安装在每个闸门转轴上的角位移传感器——编码器测量,并反馈进行控制。
在停机状态下,8个液压缸全部伸出,布料闸门完全关闭。开机时液压系统开启,油源部分运行正常后,延时一段时间,控制器发出控制信号使液压控制系统投入自动运行。首先根据设定信号8个液压缸同时开启到设定位置,然后根据偏差信号的变化液压缸随动调节。闭环控制响应时间小于5秒即可。停机时,布料圆辊先停,控制器发出信号使8个液压缸全部伸出,布料门全部关闭,之后烧结机停机。
考虑到系统使用的可靠性,系统设置应急备用部分。该部分应能够在自动控制部分失效或出现大块料时,可以手动操作液压缸的动作,待自动部分恢复后或紧急情况处理完毕能够切换回来。因此,液压系统中在每个比例换向阀支路上并联—个普通三位四通电磁换向阀和双向液压锁,当比例阀失效时可以人工调节布料闸门的开度,普通电磁换向阀的操作开关与比例阀电源互锁,安装在机头布料圆辊旁边,便于边观察边操作。每个活页门全自动原理图如下:
2)AB ContmllogixS000控制平台
Contmllogix5000控制平台属于LogixTM控制平台一种,它集顺序控制,运动控制,过程控制,变频驱动控制于一体即使—个控制器也可以完成所有任务。同时,模块化组合实现了SCADA、DCS、PLC、分布式传动等不同系统。除此之外,ConlloglxS000控制平台采用使用网络应用层协议的NetLinxTM开放式透明网络架构,它不仅将国际标准现场总线(FF H1及FF HSE、ContmlNet、DeviceNet、Profibus等)与信息管理网络无缝集成,全面满足制造自动化与过程自动化的需要,而且还提供各种工业标准通讯方式的接口,实现多种异种网络的互联。Contrdloglx5000控制平台特点如下:
只需在ControLogix通讯背板简单的插入相应的通讯模块,就可扩展网络,可以实现任意多种、任意多个网络的互联,作为多种不同工业网络互联互通的路由平台;也为系统的进一步扩展提供了最大的灵活性。
不再需要控制器进行通讯管理,信号从一种网络到另一种网络只需通过背板和相关通讯网卡即可。控制器专注于控制,即使再多的通讯连接也不会降低控制器对于控制任务的处理性能。
无需控制器的介入,基板上任一个设备可以发出广播信息,可以和任何一个设备进行通讯,提高了系统的带宽和性能。
ControlLogix?通过提供多主的Producer/Consumer(生产者/客户)方式的,基于并行通讯网络技术的信息交换,打破了传统的控制模式:将ControlNet?的producer/con—sumer技术直接应用到系统的基板。
AI/AO模块完成信号转换、自诊断和数据自动组织的同时,还能实现分布式运算。
支持轮循、周期性、状态改变三种I/O数据交换方式。
2、软件开发
模型开发平台是基于ROCKWELL公司提供的适合所有控制任务的RSlogixS000开发软件包,它支持面向对象编程并采用梯形图(LD)、功能块(FB)、结构语言(sT)、顺控图表(SEC)4种编程语言,以适应不同场合的需求。
1)比例阀死区处理
料门开度控制由比例阀简介控制,其比例阀控制特性直接影响模型控制精度。比例阀需要4~20mA模拟信号作为控制信号,即12~20mA时,阀门开;4~12mA时,阀门关。经过长时间调试,发现如果比例阀长时间待机,再次动作时,阀容易出现小信号不响应问题,一般在额定信号25%一下,即10~14mA。通过使用PID计算误差方式解决,方法如下:
误差计算公式:ERR=sP(料门开度设定值)-PV(料门开度检测值)
当ERR>O时,要求开门输出12~20mA,在此基础上加13.6 mA左右的脉冲信号
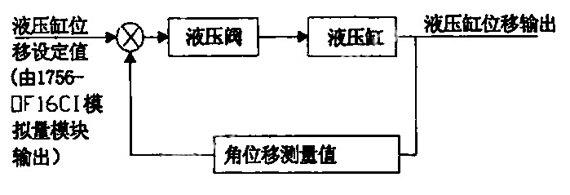
当ERR 程序实现如图所示: 2)模型控制原理 模型最终控制目的是保持烧结机横断面的压人率保持一致,即保持烧结机横断面垂直燃烧速度保持一致。8个活页门对应下料点处分别装有料位检测装置——超声波料位计,由此装置检测到的料厚作为模型输入值,经模型计算输出给比例阀及变频器分别来控制料门开度和圆辊转速,从而达到横断面垂直燃烧速度一致的目的。模型控制原理图如附图所示。 为了提高控制精度及控制速度,模型采用自适应性强的串机控制;外环控制采用主PID调节,内环采用辅PID调节。控制变量计算分本地控制和远程控制两种以提高可靠性及方便性。由于控制方式采用远程和本地两种模式,因此当从本地模式转换到远程模式时主PID的输出会出现大的阶越性跳跃,这样不仅对控制设备造成大损害而且会给生产带来影响;考虑到这一缺陷,模型将实时对控制对象的测量值经转换后耦合到主PID上,控制模式改变时将此值作为主PID的输出,在此基础上进行调节从而消除阶越性跳跃。 三、存在问题及解决方法 投产初期,活页门开度检测由安装在力臂底部轴伸处的角位移编码器检测。由于现场工况,活页门全开全关对应得编码器旋转角度不过9度左右,误差极大;而且由旋转角度反映开度经过几个转折,必须保证各轴和法兰连接可靠,但是由于现场粉尘较多、温度高,这些都无法保证。8个编码器通过DEVICENET(设备网)联入网络,可以通过编码器传上来的数字换算成开度。使用以来,效果极差,每次检修必须校正全开和全关实际读数。但即使这样,也无法保证测量值能够客观反映真实开度。 为了保证压人率控制模型可靠性,已顺利投入终点及偏差2个二级模型,采用在液压缸内安置比例阀,通过检测油缸形成来计算活页门开度。调节过程中,多次出现比例阀不动作的情况。经确认,主要是油的原因。使用比例阀对油品质量要求较高。处理后正常,但是为了程序的连贯性,我们在程序编制中也考虑了比例阀的死区问题。在油品正常的情况下,保证比例阀的正常动作。 四、应用效果 自布料模型投运以来,全自动控制代替人工控制不仅大大减少智能工工作量,最重要的是烧结矿的产量及各项技术指标得到了明显的改善。产量及技术指标对比情况如下所示: 由上表可以看出模型投运后,烧结矿的全铁含量、碱度及强度都有所提高,含分率也大大降低。这说明烧结矿不论在产量还是质量上得到了明显的改善。